")
")
HOÁ CHẤT

Hoá chất GIẤY & DỆT NHUỘM
PAPER & TEXTILE CHEMICAL
Lắp đặt dao cạo trong máy in flexo
Lắp đặt dao cạo lô (Máy in flexo): Căn chỉnh đúng góc tiếp xúc dao và áp lực là cần thiết để có hiệu quả cao

Lô anilox và dao cạo lô được thiết kế để làm việc cùng nhau và đưa lên bản in một lượng mực vừa đủ. ĐIều quan trọng là phải mất thời gian để lắp đặt dao cạo lô nhằm đảm bảo chất lượng in. Một dao cạo lô được lắp chính xác là khi nó đồng nhất, cân bằng với trục anilox và loại bỏ mực đồng đều trên toàn bộ chiều dài của dao. Vị trí dao, hướng dao, góc dao và áp lực dao sẽ ảnh hưởng đến lượng mực được chuyển đến bản in. Việc lắp đặt chính xác sẽ giúp việc điều khiển máy in được nhất quán và chất lượng in đồng đều.
LẮP ĐẶT DAO
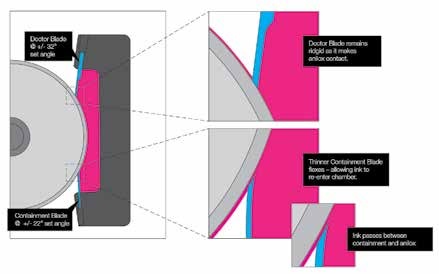
Vị trí và hướng dao:
Quan trọng lưỡi dao định lượng và chặn được lắp đặt chính xác. Phụ thuộc vào chiều quay của lô anilox, các lưỡi dao định lượng có thể được đặt trên đỉnh hoặc đáy khoang chứa mực. Cần ghi nhớ rằng, lưỡi dao lượng luôn là lưỡi dao cuối cùng tiếp xúc với lô anilox trước khi lô này chuyển mực sang bản in. Lưỡi chặn được lắp ở phía đối diện. Nếu hai lưỡi dao này bị lắp ngược lại thì lưỡi dao định lượng sẽ không có điểm tiếp xúc thích hợp với lô anilox và lượng mực không được gạt đi chính xác trước khi chuyển sang bản in. Lưu ý rằng cạnh vát của lưỡi định lượng không tiếp xúc với lô anilox mà hướng về khoang chứa mực.
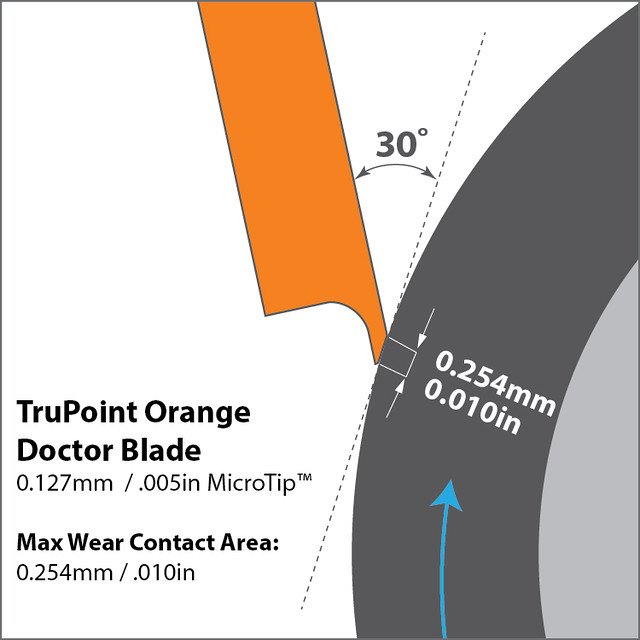
Góc
Góc mà lưỡi dao tiếp xúc với lô anilox cũng rất quan trọng để việc lắp đặt đúng và hiệu quả hoạt động của dao là tốt. Lý tưởng là lưỡi dao và đường tiếp tuyến của lô anilox tạo ra góc 30 độ. Trong ứng dụng, góc này có thể nằm trong khoảng 28-32 độ. Nếu nhỏ hơn 28 độ thì dao tiếp xúc quá nhiều với lô anilox. Và khi đó lượng mực đi qua không đủ. Nếu lớn hơn 32 độ thì dẫn tới hiện lượng mài mòn lưỡi dao.
Áp lực
Khi dao được lắp đặt đúng thì áp lực nhẹ cũng đủ để làm sạch. Áp suất được khuyến nghị là 1,7-2 bar (25-30 lbs). Vượt quá ngưỡng đó có thể gây ra việc suy giảm chất lượng in, lãng phí mực hoặc mài mòn nhanh dao và lô anilox. Cách tốt nhất để kiểm tra áp lực đã chuẩn chưa là quan sát lô khi nó vừa in. Chỉ cần tăng thêm chút áp lực là lô xuất hiện sự bóng loáng là dấu hiệu mực còn lại quá nhiều trên bề mặt. Áp lực nên được tăng dần từ từ cho đến khi xuất hiện sự bóng hoàn toàn trên bề mặt lô.

Latest from Andy Vu
- LƯU Ý KHI DÙNG ĐỘNG CƠ NAM CHÂM VĨNH CỬU
- Tìm hiểu về chất tách phủ lô trong sản xuất giấy tissue
- LÔ SẤY YANKEE TRONG SẢN XUẤT GIẤY TISSUE Phần 2️⃣: Phân tích nguyên nhân và biện pháp khắc phục lỗi vận hành lô sấy Yankee
- LÔ SẤY YANKEE TRONG SẢN XUẤT GIẤY TISSUE - Phần1: sự chuyển dịch từ lô gang sang lô thép
- LÔ ÉP HÚT CHÂN KHÔNG - Phần 4: Bảo dưỡng & khắc phục sự cố
THIẾT BỊ

MÁY XEO GIẤY TISSUE

DỊCH VỤ NÂNG CẤP